Onko tahtituotanto työmaalle riski? – 25 mestarin kokemukset kertovat joustavuudesta ja laadun paranemisesta
Läpimenoaikaa korostetaan aivan liikaa tahtituotannossa. ”Tilaajalle se tietenkin kuulostaa kivalta, mutta toteuttajaa se voi pelottaa”, kertoo 30:ssä hankkeessa mukana ollut tahtituotannon pioneeri Aleksi Heinonen. Tahtituotannon joustamattomuus tai joustavuus on ollut kysymys, johon hän on joutunut viime aikoina vastaamaan uusissa megaprojekteissakin.
Yhdenkään rakennusliikkeen osalta ei voi vielä sanoa, että se käyttäisi tahtituotantoa. Kyse on toistaiseksi ollut pilottikohteista, joissa tahtituotantoon on perehtynyt noin 25 vastaavaa mestaria, sanoo Aleksi Heinonen Visonista. Hän itse aloitti tahtituotannon laivahyttien remonteista ja niiden onnistumisten myötä hänet houkuteltiin rakennusalalle konsultiksi ja tutkimaan tahtituotantoa myös alan yritysten ja Aalto-yliopiston Building 2030 -hankkeessa.
Parhaissa rakennuskohteissa on saatu 30-50 prosenttia pois sisävalmistustöiden läpimenoajoista, joten ei ihme, että aihe kiinnostaa rakentajia ja tilaajia.
Todellista läpimurtoa voidaan Heinosen mukaan odottaa kuitenkin vasta harjaantumisen kautta ja tällä harjaantumisella tarkoitetaan myös suunnittelijoita ja aliurakoitsijoita. Jokaisessa projektissa ei voi lähteä liikkeelle nollasta aina uuden porukan kanssa.
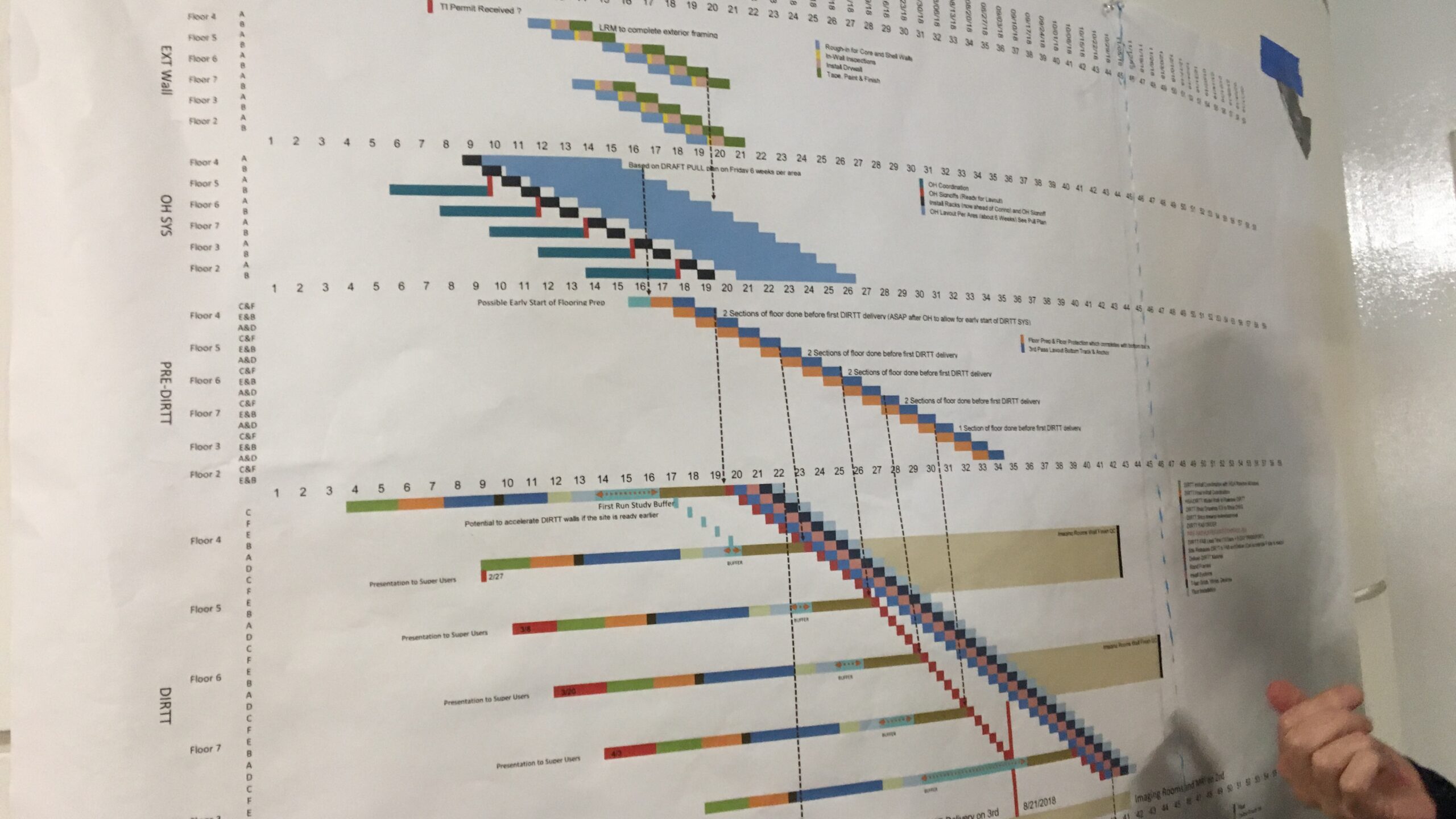
Kuva: Rakennustyöiden suunnittelu normaaliaikataululla. Jokaisella urakoitsijalla on omat valtakuntansa pitkään käytössä. Aikataulun noudattaminen ei vaikuta kriittiseltä, koska myöhästyminen ei ole heti keneltäkään pois.
Building 2030 –hankkeen juuri päättynyt tutkimus tahtituotannosta nosti esiin monia kysymyksiä siitä mihin tahtituotanto sopii ja mihin ei. Yksi iso epäluulon aihe oli tahtituotannon mahdollinen joustamattomuus. Kun tahtituotannossa ei ole aikapuskureita tehtävien välissä, onko se äärimmäisen riskialtis menetelmä, joka johtaa valtavaan varatyökohteiden tarpeeseen, jos tuotannossa on vaihtelevuutta? Tällaisia kysymyksiä on tehty ihan viime aikoinakin isoillakin työmailla. Kun tilaaja vaatii, että työt on tehtävä vauhdikkaasti tahtituotannolla, on kokeneenkin mestarin syytä päivittää tietonsa.
Tutkimushankkeeseen osallistunut tahtitituotannon konsultti Aleksi Heinonen pitää ihan luonnollisena, että organisaatio, joka on tottunut tekemään hyvää tulosta tietyllä tavalla, kyseenalaistaa uuden tavan. Hän ei sano tätä muutosvastarinnaksi vaan happotestiksi, jolla testataan uudet tavan edut, jotta ei sokeasti lähdetä maksamaan oppirahoja. Hän ottaa mielellään vastaan tällaisia kriittisiä kysymyksiä.
Lyhyt vastaus on, että tahtituotanto ei itsessään ole enemmän tai vähemmän joustava tai joustamaton kuin perinteinen mallikaan.
”Sehän laitetaan joustamaan, jos on pakko joustaa”, hän sanoo.
”Jos projektissa tapahtuu merkittäviä poikkeamia, kuten että ei ole resursseja tai betoni ei ole kuivunut, silloin työmaa seisoo, on taustalla mikä tahansa tuotannonohjausideologia.”

”Tahtituotannon metodiikka pitää sisällään erilaisia puskureita ja ennen kaikkea se tekee ne läpinäkyviksi eli ne voi suunnitella ja mitoittaa”, tämä tuotantotalouden diplomi-insinööri sanoo 30:n kohteen kokemuksella.
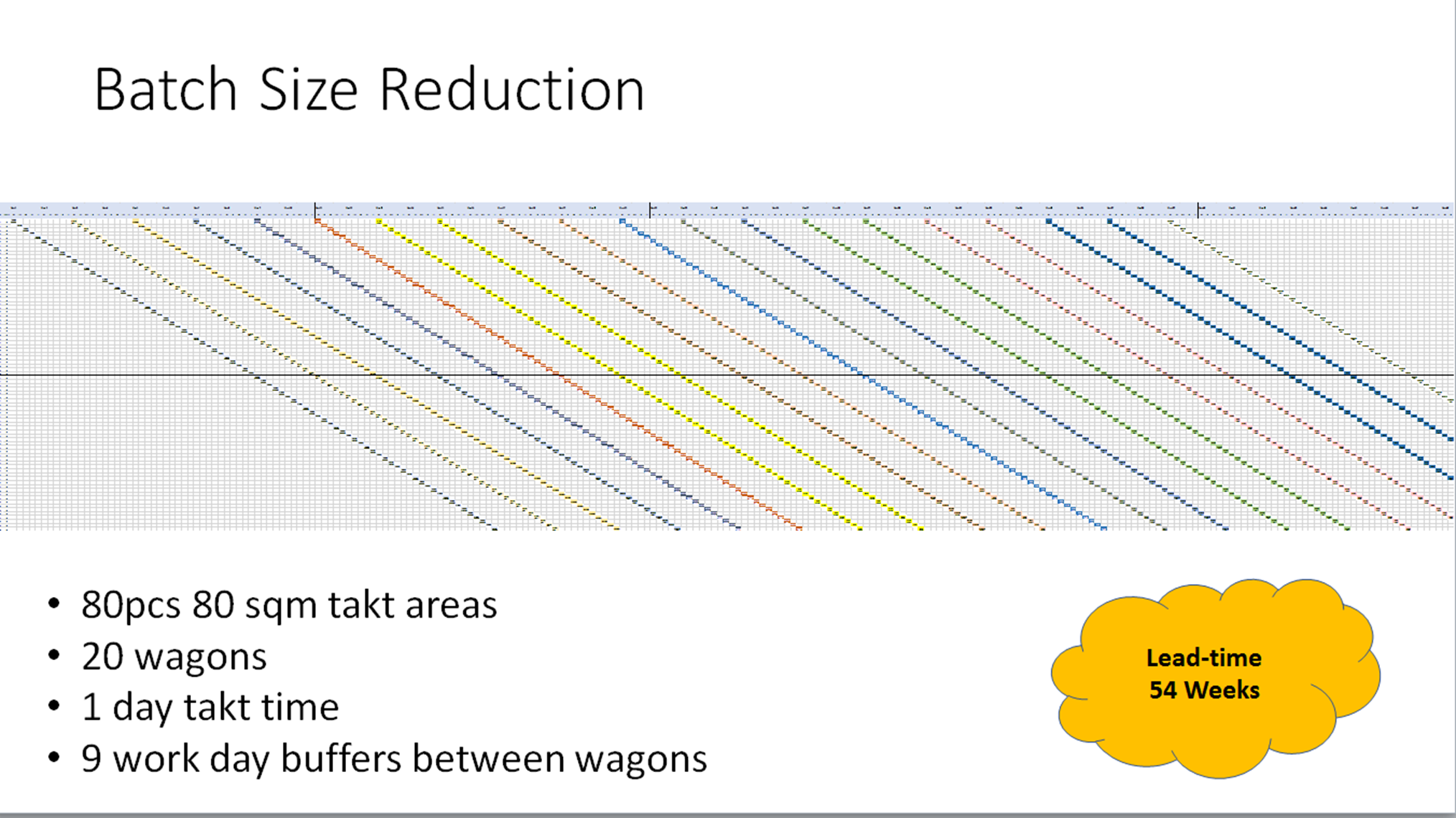
Tahtituotannossa on puskureita, mutta puskurit ovat kaikkien ymmärrettävissä ja kunkin toimijan omassa kontrollissa. Tahtimenettelyn kapasiteettipuskureita hyödynnetään vain silloin, kun niille on todellinen tarve. Perinteisen sijaintipohjaisen mallin aikapuskureita sen sijaan hyödynnetään myös silloin, kun niitä ei tarvita, mikä johtaa pitkittyneisiin rakennusaikoihin.
Puskurit maksavat, mutta niitä voi vähentää
Puskurit ovat erilaisia: resurssit eli koneet ja ihmiset, tila, aika sekä materiaalivarastot, ja kaikille näille on hintansa.
”Esimerkiksi jos maalareilla on käytössään tuhat neliötä mestaa, maksaa joku siitä vuokraa tai jonkun pääomat ovat siinä kiinni.”
Puskurina voi olla myös valmiit suunnitelmat, jotka odottavat toteuttamista.
”Puskureita pitää pystyä vähentämään, mutta ei liian nopeasti, jotta ei ammuta itseään jalkaan.”
Vähentäminen edellyttää puskureiden läpinäkyvää visualisointia. Tämä sotii Heinosen mukaan nykyistä YSE-maailmaa vastaan, koska siinä aikataulu mielletään jonkin tyyppiseksi juridiseksi aseeksi, jota käytetään oikeudessa projektin jälkeen.
Heinosen mielestä tästä syystä aikataulusanaa ei kannattaisi edes sotkea tahtituotantoon vaan pitäisi puhua operaatiosuunnitelmasta. Itseisarvo ei ole se, että aikatauluun osutaan vaan se, että saadaan läpinäkyvyyttä puskureille ja tilannekuvalle ja ketteryyttä projektille.
”Tahtituotanto on just in timen ilmentymä rakennustuotannossa, sillä siinä on paljon muitakin tekijöitä kuin tahtiaika, esimerkiksi imuvirtaus.”
Heinosen mukaan erona vanhaan on, että tahtituotannossa on aktiivinen ote suunnitteluun ja siihen kuinka paljon halutaan puskureita ja miten niitä pienennetään. Tämä riippuu sekä asiakkaan tarpeista että projektinjohdon kyvykkyydestä johtaa projektia tahtituotannolla. Jos asiakkaalla on kova kiire saada tuotanto käynnistymään tiettynä päivänä, puskureita on vähemmän.
Läpimenoaikaan korostetaan hänen mukaansa aivan liikaa tahtituotannossa.
”Tilaajalle se tietenkin kuulostaa kivalta, mutta toteuttajaa se voi pelottaa.”
Rakentajan näkökulmasta ei ole hyötyä siitä, että tehdään nopeammin tai 8-9-litteroiden kustannukset voidaan lopettaa aikaisemmin. Rakentaja ajattelee enemmän tilannekuvaa ja riskittömyyttä ja sitä, että kun töitä tehdään virtautetusti, yksittäisen tilan läpäisyaika vähenee dramaattisesti.
Heinosen mukaan rakennustyömaat eivät yleensä edes tiedä paljonko projektin piteneminen esimerkiksi päivällä maksaa. Resurssien odotuskustannukset tunnetaan yleensä paremmin kuin työmaan odotuskustannukset. SRV on nyt tehnyt tutkimusta siitä, mitkä ovat oikeasti käyttö- ja yhteiskustannusten eli 8-9-litteroiden kustannukset.
BMW ja pilottikohteet osoittivat tahtituotannon joustavuuden
Jo Building 2030:n tutkijaryhmän vierailu saksalaisen BMW:n tahtituotantokohteisiin osoitti, että tahtituotanto on paljon luultua joustavampi. Saksan tahtimenettelyssä käytetään myös aikapuskureita rakennusvaiheiden välissä tai projektin lopussa, mutta niitä käytetään vain, jos niille on todellista tarvetta. Odotustunteja syntyi vähemmän kuin perinteisillä menetelmillä.
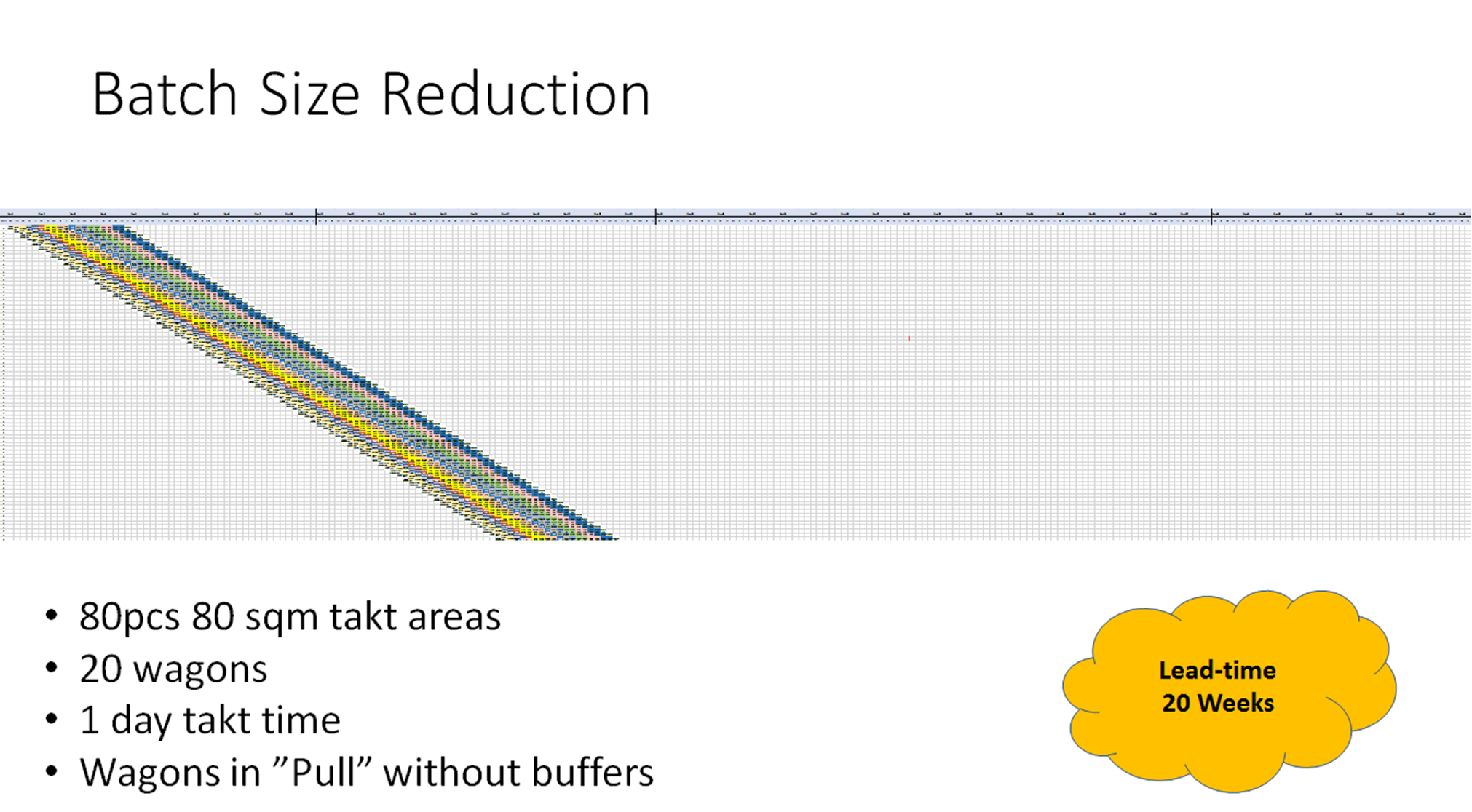
Bemarilla tahtituotannon avulla puolitettiin ensin teoreettinen aikataulu poistamalla aikataulusta kaikki aliurakoiden ja työvaiheiden väliset puskurit. Perinteisessä vinoviiva-aikataulussa jätetään puskuria tehtävien väliin. Tahdissa puskuria on lopussa, jolloin vältytään tyypilliseltä viimeisten viikkojen kaaokselta. Tahtituotannossa työnjohtajan stressi on siis kovin työmaan alkuvaiheessa, kun tahtituotantoa viritetään, kun se perinteisessä tuotannossa on työmaan lopussa.
Tutkimuksessa analysoidut suomalaiset pilottikohteet Firan asuinkerrostalo Capella ja Haahtelan opiskelija-asuntokohde Arcadahallen osoittivat heti tahtituotannon edut. Kumpikaan hanke ei mennyt täysin alkuperäisen suunnitelman mukaan, vaan molemmissa jouduttiin tekemään jatkuvaa uudelleensuunnittelua. Vaikka kestoa ei saatu lyhennettyä täysin alkuperäisen suunnitelman mukaisesti, lopputulos oli huomattavasti perinteistä mallia parempi. Sisävalmistuksessa päästiin noin 30 prosentin aikasäästöön.
Laatu paranee oppimisen kautta
Yhteenveto näistä kohteista oli, että tahtituotanto lyhensi läpimenoaikaa ja paransi laatua. Työturvallisuuteen ja kustannuksiin sillä ei ollut vaikutusta.
Laadun paraneminen on Heinosen mukaan looginen seuraus siitä, että esimerkiksi tahtituotannolla toteutettavassa hotellihankkeessa ensimmäiset hotellihuoneet valmistuvat jo muutaman kuukauden kuluttua aloituksesta eikä vasta puolen vuoden kuluttua. Rakentaja ehtii siksi ottaa opiksi ensimmäisistä huoneista.
”Sillä tiedolla mitä yritys saa ensimmäisten huoneiden itselleluovutuksesta, voidaan välttää monien ongelmien syntyminen myöhemmin.”
Esimerkiksi laivahyttiremonteissa perinteinen malli oli, että kolmen viikon projektissa 1500:sta hytistä 500 viimeistä valmistui kolmanneksi viimeisenä päivänä. Tämä muutettiin niin, että ensimmäiset hytit valmistuivat jo kolmen tunnin kuluttua projektin alkamisesta. Silloin laadunhallinnan fokus voitiin siirtää hyttien korjaamisesta suoritteiden korjaamiseen.
Aliurakoita on johdettava päivittäin
Ulkoisten esteiden poistaminen on tärkeää, jotta tahtituotanto saadaan toimimaan. Molemmissa pilottihankkeissa merkittävänä esteenä etenemiselle oli rungon kuivumisen hitaus osin märän kesän vuoksi.
Päivittäisjohtamisen merkitys korostuu, koska kaikki tahdissa kulkevat työvaiheet ovat kriittisiä ja päivänkin viivästyminen tahdista vaikuttaa välittömästi seuraavaan tehtävään.
Paras keino tuottavuuden lisäämiseksi ei kuitenkaan ole työntekijän kiirehtiminen, vaan sujuvan työn edellytyksien luominen. Esteitä tekemiselle ei saa edellisestä vaiheesta olla.

Pilottikohteissa suurimmat haasteet syntyivät aliurakoitsijoiden motivoinnista tahtituotannon vaatimuksiin. Tämä muodostui haasteeksi erityisesti työvaiheissa, joissa urakkasopimus oli laadittu jo ennen tuotannonsuunnitteluvaihetta.
Aliurakoitsijat näkivät tahtituotannon pääasiassa positiivisena asiana, mutta heillä ei ensimmäisissä kohteissa ollut vielä kykyä arvioida omia resurssejaan toteuttaa tahtituotantoa. Oppimiskäyrä oli kuitenkin huomattava. Capellassa tuotannonohjausta pystyttiin parantamaan koko sisävaiheen ajan sitä mukaa, kun tahtituotannon ymmärrystä siirrettiin teoriasta käytäntöön.
Tahdissa keskeistä on aliurakoitsijoiden kyky ja halu sitoutua sovittuihin päiväaikatauluihin (ja yhteen projektiin kerrallaan). Tämä voi tuntua alussa epämukavalta verrattuna normaalitilanteeseen, jossa tarkastellaan lähinnä etenemistä suhteessa sopimukseen kirjattuihin välitavoitteisiin.
Tahtituotannosta puuttuu vielä sopiva sopimusmalli, jolla aliurakoitsija saadaan sitoutumaan yhteiseen tahtiin. Se ei välttämättä onnistu ilman sopimuksen velvoitteita. Siihen liittyy myös haaste saada aliurakoitsijan työnjohto osallistumaan palavereihin. Aluksi se ei ehkä onnistu ilman pientä pakkoa, mutta käytäntö on osoittanut esimerkiksi Skanskan Kaupunkiympäristötalon kohteeessa, että nokkamiehet huomaavat, että palavereista on eniten hyötyä heille itselleen.
Tärkeää olisi myös pystyä osoittamaan aliurakoitsijalle, että tämä tienaa paremmin tahtituotannolla, koska työt sujuvat vähemmin häiriöin.
Sujuvuutta parantaa sekin, että tahtituotannossa töitä jatkava aliurakoitsija ei ole vasta tulossa työmaalle vaan työskentelemässä viereisessä huoneessa. Kun ihmiset tahdistetaan tekemään töitä yhdessä, heillä on mahdollisuus keskustella keskenään
Constin Kajanokan saneerausprojektissa putkimies Reino, ikää viisikymmentä vuotta, kertoi, että tärkeintä hänelle on ollut, että hän kohtasi timanttimiehen, jolle hän pääsi kertomaan mihin porata reiät. Enää hänen ei ole tarvinnut tapella viemäreiden kanssa, koska nyt reiät on porattu oikeisiin paikkoihin.
Tahtituotantoon pitää saada pysyvyyttä
Aliurakoitsija luonnollisesti miettii, onko onnistumisella vaikutusta seuraavaan kauppaan. Projektinjohtourakoitsija pohtii helposti asiaa niin, että jos tahtituotannolla pystytään vähentämään tekemisen häiriötekijöitä, hinnan pitäisi olla pienempi seuraavassa kohteessa.
”Tahtituotannon todelliseen läpimurtoon vaaditaan se, että porukka pysyy yhdessä kohteesta toiseen”, Heinonen sanoo. ”Silloin hukkaa voidaan poistaa yhdessä.”
Tähän perustuu se, että laivahyttien korjaamisissa on saatu tahtituotannon avulla valtavan hyviä tuloksia. Siihen saneli pakko, koska hyttiremontti piti tehdä samaan aikaan laivan koneremontin kanssa.
Meneekö suunnittelu tahtiin ja tuotannon imuun?
Suunnittelun saaminen tahtiin on yksi tahtituotannon haasteista. Se korostuu projektinjohtourakoinnin tavassa, jossa suunnittelu ja tuotanto limitetään. Max Grönvallin SRV:lle tekemässä diplomityössä kerrotaan, että työnjohtajat epäilivät työpajassa, sopiiko se siihen ollenkaan.
SRV:n porukan epäilyyn Heinonen vastaa, että hänen mielestään tahtituotanto ja tahtiin viety suunnittelu sopii paremmin yhteen kuin tahdistamaton tekeminen ja tahdistamaton suunnittelu. Olennaista on, että suunnitteluun luodaan rakentamisen tarveimu ja suunnittelun eräkoko ajetaan mahdollisimman hyvin rakentamisen imuun sopivaksi.
Suunnittelu oli iso pullonkaula SRV:n toimistokohteessa. Haasteena oli sekä suunnittelijoiden että tilaajan sitoutumattomuus tahtituotantoon. Suunnitelmien saaminen ajallaan ei aina onnistunut ja käyttäjämuutokset olivat suuria. Kriittiseksi ongelmaksi osoittautuivat suunnitelmapuutteet ja käyttäjämuutosten aiheuttamat suunnitelmamuutokset. Suunnitelmat eivät olleet ajan tasalla, jolloin myöskään työvaiheita ei voitu toteuttaa. Tilaajakin olisi siksi saatava ymmärtämään, että tahtituotannossa muutoksia ei voida tehdä milloin vain.
Heinosen neuvo on, että projektinjohtaja vaiheistaa tilaajan päätöksenteon ja kertoo hänelle paitsi päätösaikataulun myös kustannusvaikutuksen, jos päätös ei tule ajallaan. Teollisuudessa tällainen tilaajaan kohdistuva manageeraus on hänen mukaansa ihan tavallista.
Tahtisuunnittelun käyttöönotto rakennesuunnittelussa, tai missä tahansa muussa suunnitteluprosessissa, vaikuttaa olevan mahdollista, mutta haastavaa. Tältä osin hanke ei antanut vielä lopullisia vastauksia. Kaliforniasta hankkeeseen saatiin kuitenkin hyviä esimerkkejä siitä, miten suunnittelua voisi johtaa tahtituotannossa.
Pääperiaatteina on suunnittelun tietosisällön määritys erikseen hankintaa, esivalmistusta ja asennusta varten. Jokainen tietosisältövaatimus (esimerkiksi mallin tarkkuustaso) toimii välitavoitteena suunnittelulle. Tarkkuustasoihin pohjautuvaa suunnittelunohjausta ei kuitenkaan päästy hankkeen aikana testaamaan. Pullonkaulana on jopa yksityiskohtaisen tarkkuustasomäärittelyn puuttuminen.
Mihin tahtituotanto sopii?
Parhaat kokemukset tahtituotannosta on saatu asuntojen ja toimistojen sisätöistä. Niissäkin on Heinosen mukaan ihan riittävästi haasteita, koska aliurakoitsijoiden määrä on iso.
Julkisivutöissä sää aika pitkälle sanelee aikataulua. Runkotyöt sujuvat asuntorakentamisessa jo muutenkin vauhdikkaasti, mutta toimistopuolella Ruukki on saanut teräsrunkotöihin vauhtia lisää tahtituotannolla.
Isoin potentiaali on hankkeissa, joissa tilaajalle aika on rahaa. Heinosen mukaan teollisuusrakentamisessa tarve olisi suurin, koska tuotannon aloituspäivällä on iso merkitys rahan tulolle.
Tahtituotanto on helpointa toteuttaa kohteessa, jossa on paljon toistoa esimerkiksi samanlaisten tilojen kautta. Tilojen samankaltaisuus ei ole kuitenkaan välttämätöntä, sillä esimerkiksi väliseinä- tai alakattotöissä on paljon toistuvuutta.
Heinosen tavoitteena on, että Suomessa päästään päivän tahtiin. Jos tahtiaika on viikko tai enemmän aletaan nimittäin helposti liukua kohti tavanomaista tuotantoa. Päivän tahdilla hukat ja puskurit tulevat parhaiten näkyviin, jolloin niihin voidaan myös parhaiten vaikuttaa. Päivän tahtiajalla Suomi olisi maailman kärkeä. Saksassa ja Kaliforniassa tyypillinen tahti on viikko.
Amerikkalainen keskustelee, saksalainen suunnittelee, kiiinalainen komentaa tahtia
Maailmalla tahtituotannosta on erilaisia malleja. Amerikkalainen malli perustuu yhteisöllisyyteen ja aktiiviseen vuoropuheluun aliurakoitsijoiden kanssa. Se liittyy usein allianssimaiseen intergroituun projektitoimitukseen.

Saksalaisessa mallissa tahtituotanto suunnitellaan tarkasti etukäteen ja esitellään sitten aliurakoitsijoille. Saksassa itse asiassa tahti tunnettiin jo ennen kuin Toyota lanseerasi leanin peruskäsitteet, joihin tahtituotantokin perustuu.
Uusi kiinalainen malli on sellainen, että johto päättää tahtituotannosta ja luo sitten sellaiset markkinamekanismit tuotantoon, että se saadaan toimimaan. Komentotaloudessa malli saattaa toimia.
Englannissa on viime aikoina innostuttu tahtituotannosta, koska sen systemaattisuuden nähdään parantavan työturvallisuutta.
Suomessa näkökulma on Heinosen mukaan ehkä liikaakin läpimenoajoissa, mutta muutamat tahtituotantoa kokeilleet yritykset, kuten Consti, ovat huomanneet, että tuotannon tasaisuus voi olla vielä tärkeämpi asia. Laivojen hyttituotannossa painopiste oli ensin läpimenoaikojen rajussa lyhentämisessä, mutta samalla huomattiin, että myös laatu parani harjaantumisen myötä.
Heinosen lähtökohtana on saksalainen malli. Bemari on mielellään kouluttanut suomalaisia rakentajia sen käyttöön ja kertonut kokemuksistaan. Bemarilla itsellään kipinä tahtituotantoon syntyi, kun johto kysyi mihin yhtiö tarvitsee yli 200 hengen rakennuttajaorganisaatiota. Jos se ei pysty kehittämään parempaa tapaa rakennuttaa kuin se, minkä voi ostaa ulkoa, toiminta lopetetaan.
Heinonen lähtee siitä, että tahtituotantokonsepti suunnitellaan yhdessä projektinjohtourakoitsijan kanssa. Jo tässä vaiheessa käydään kriittiset keskustelut siitä, sopiiko tahtituotanto hankkeeseen. Tämä kaikki tehdään ennen aliurakoitsijoiden valintoja. Kun konsepti on valmis ja tahdit on suunniteltu ja mitoitettu, käydään potentiaalisten aliurakoitsijoiden kanssa markkinakeskustelu eli infotilaisuus, jossa tahtituotannon idea ja alustavat suunnitelmat esitetään kommentoitavaksi. Tarvittaessa aliurakoitsijoita pyydetään sitten mukaan kehittämään tätä ”nauruversiota”.
Tämä yhteinen kehittäminen jatkuu myös rakentamisen aikana. Aliurakoitsijoiden nokkamiehet kutsutaan joka aamu pohtimaan mitä on saatu aikaan, mitä pitää seuraavaksi saada aikaan ja miten toimintaa voisi parantaa. Arvoista ja leanista ei tarvitse keskustella käytönnön tekijöiden kanssa. Tärkeintä on, että ne näkyvät esimerkiksi aikataulujen läpinäkyvyytenä.
Building 2030 kehittää rakentamista
Rakennusalan yritysten ja Aalto-yliopiston yhteinen Building 2030 julkaisi marraskuussa useita loppuraportteja tutkimustuloksistaan. Niihin on tiivistetty useiden tutkimusten, diplomitöiden ja ulkomaanvierailujen tulokset.
Aiheina olivat esivalmistuksen vaikutusten arviointi, talotekniikan esivalmistus, iCons-hanke sisätilapaikannuksen mahdollisuuksista rakennustyömaiden digitalisoinnissa, lean suunnittelunohjauksessa, luottamuksen kehittäminen ja hyödyntäminen rakentamisessa, rakentamisen logistiikkaratkaisut sekä tahti suunnittelussa ja tuotannossa.
Juttua on päivitetty 8.11. klo 11.00 Aleksi Heinosen sitaateilla













































Tätä artikkelia on kommentoitu 9 kertaa
9 vastausta artikkeliin “Onko tahtituotanto työmaalle riski? – 25 mestarin kokemukset kertovat joustavuudesta ja laadun paranemisesta”
TAHDISSA…! MARS!
Esson baarissa varmaan kiva lekotella talviaamuina.
Aliurakoitsijoiden nokkamiehet kutsutaan joka aamu pohtimaan mitä on saatu aikaan, mitä pitää seuraavaksi saada aikaan ja miten toimintaa voisi parantaa.
Tahti yleensä onnistuu, mutta tahdin aloituksien edellytyksien ymmärtäminen on monesti liian haasteellista tämän päivän työmaahenkilöille. Kokemus rakentamisesta on vähäistä ja alihankintaketjujen johtaminen vaatii kokemusta sekä halua oppia. Omien asentajien johtaminen on helpompaa kokemattomalle, kokeneelle alihankintaketjut ei ole ongelma.
Ja alihankkija IgorUllerGeorgiHasseTimo ja jne on tässäkin pelleilyssä mukana ?
Tehkää aikataulunne vinoviivamallina niin jo tehdessänne näette kuinka väärin ne ovat. Rakennusliikkeen omat työt ei ole riittävän valmiita vaikka pitäisi olla jotta kukin aliurakoitsija pääsisi kunnon mestoille ajoissa.
Tuo aliurkoitsijoiden työnjohdon osallistaminen vaatii sen, että rakentaja on valmis myös maksamaan tästä aliurakoitsijan työnjohdosta aliurakoitsijalle. Jos projektissa asetetaan vaatimus sille, että aliurakoitsija alistaa x-määrän resursseja kyseiselle projektille ilman välikeikkoja, niin silloin urakoitsijan tulee myös olla valmis maksamaan tästä resurssivarauksesta ja urakoitsijan on kannettava riskiä siitä, että aliurakoitsija pääsee aikanaan töihin.
Tässä mallissa on vielä paljon jumppaamista ja tekstin sävyn perusteella monet rakennusliikkeet tulevat joutumaan ongelmiin aliurakoitsijoiden kanssa, ellei heitä aleta oikeasti arvostamaan kumppaneina, nykyisen orjuuttamisen sijasta.
Työmaan kuormitusta on mahdotonta tasata, kun pullonkaularesurssi on RU. koska valutyöt ovat aina tahdistavia, sivu- tai kokonaisurakoilla homma haltuun tai vaihtaa materiaali puuksi.
Argumenttisi on virheellinen. Sivu-tai kokonaisurakat eivät poista valutöitä rakennusurakoista. Et ole tainnut juurikaan sisäistää leanin tai jit:in tai tahtituotannon sisältöä.
Taidat olla ainut avohoidokki, joka näin luulee.
”Sivu-tai kokonaisurakat eivät poista valutöitä rakennusurakoista”