Asiantuntijalta: Mitä uutta tahtituotanto tuo rakentamisen tuotannonohjaukseen?
Tahtituotannon kotimainen pioneeri tekniikan tohtori Juha Salminen pelkää, että leaniin pohjautuva tahtituotanto vesittyy, jos sanaa aletaan käyttää löysästi myös aivan perinteisestä rakentamistavasta. Oikea tahtituotanto muuttaa aidosti tuotannonohjausta ja aliurakoitsijoiden toimintakulttuuria.

Tahtituotannosta on tullut suosittu tuotantotapa rakennusalalla. Tarkemmin tarkastellen herää kysymys, onko tahtituotanto ymmärretty aina oikealla tavalla, ja onko siinä merkittävää uutta verrattuna siihen, miten työmaita on perinteisesti johdettu?
Jos aidosti uutta ajattelua ei ole, vaan vanhoille asioille annetaan vain uusia nimiä, se ennen pitkää vesittää koko tahtituotannon idean. Luon siksi tässä lyhyen katsauksen tahtituotannon periaatteisiin, siihen miten sitä on sovellettu, ja miten se poikkeaa Suomessa jo 90-luvulta lähtien käytetystä tahdistetustatuotannosta.
Tahtituotannossa samassa työkohteessa tapahtuvat tehtävät järjestetään samanpituisiksi paketeiksi, jotka seuraavat toisiaan välittömästi muodostaen ”tuotantojunan”. Esikuvana on autoteollisuuden liukuhihna, jossa tuotteet liikkuvat tasaisella nopeudella ja kukin työvaihe tehdään sen asettamissa aikaraameissa. Rakennustyömaalla erona on, että liikkeessä ovat työryhmät, jotka saatuaan yhden työkohteen, eli tahtituotannon ruudun, valmiiksi, siirtyvät seuraavaan.
Tahtituotannosta käytetään kansainvälisesti termiä Takt Time Planning (TTP) tai Takt Time Planning and Takt Control (TPTC). TTP on Kaliforniassa Iris Tommeleinin ja Adam Frandsonin kehittämä malli ja TPTC taas on Saksassa Janosch Dloyhun ja Marco Binningerin käyttämä tapa toteuttaa tahtituotantoa. Sana Takt viittaa tahtituotannon saksalaiseen alkuperään, vaikka yleensä tahtituotannon alkulähteet jäljitetään mieluummin Yhdysvaltojen ja Japanin sarjatuotantoon.
Tahtituotannon tulo rakennusalalle on kohtuullisen uusi asia, mikä johtunee siitä, että rakennustyömaita on aina ajateltu kertaluontoisina projekteina, eikä teollisuuden menetelmiä ole ollut helppo ottaa siellä käyttöön. Lean-rakentaminen on muuttamassa tätä ajattelutapaa.
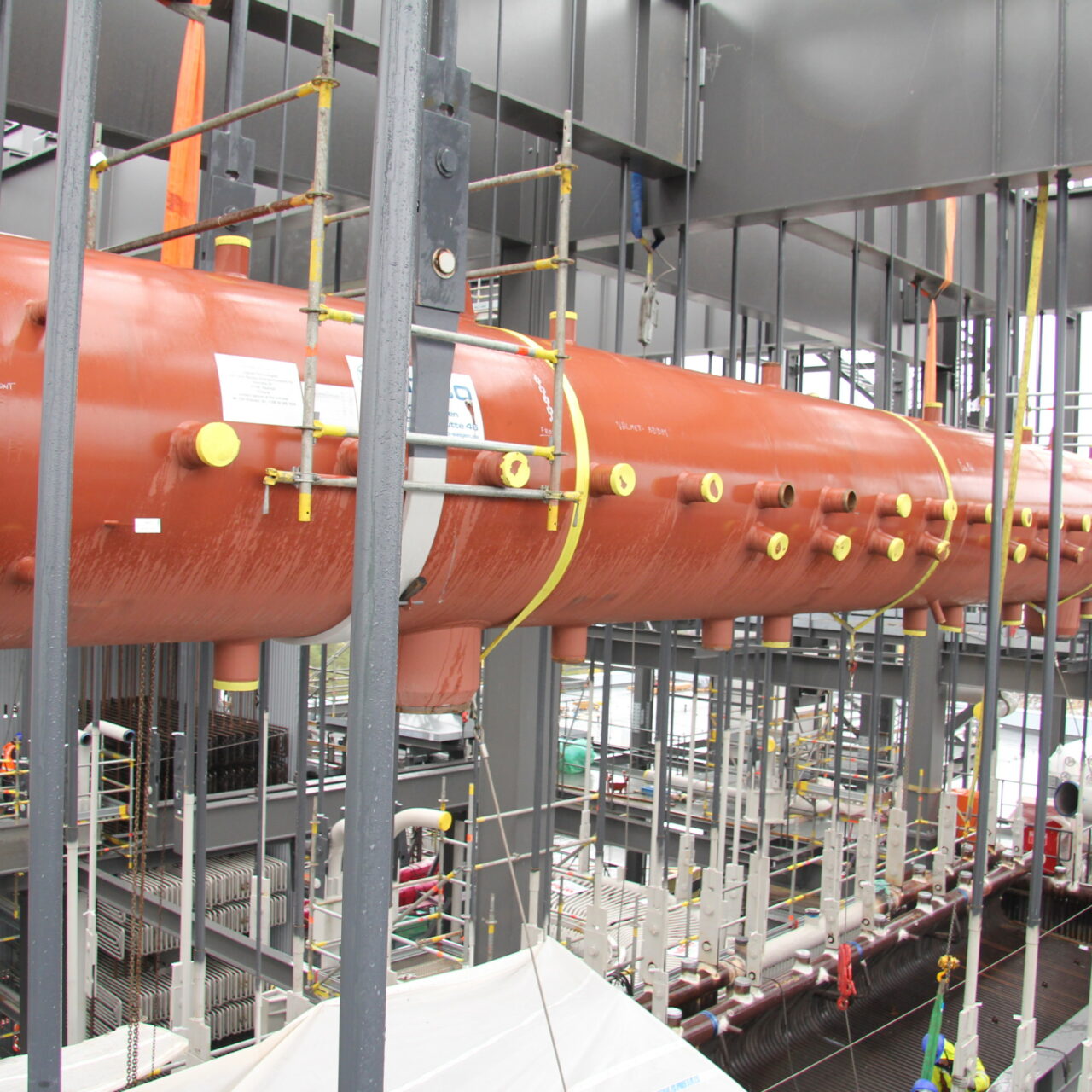
Tahtituotannosta alettiin kiinnostua Suomessa vasta 2010-luvulla. Silloin sitä jo tutkittiin Kaliforniassa, ja Saksasta kantautui käyttökokemuksia niin korjausrakentamisessa kuin laivojen korjaamisessa. Asiaa lähestyttiin useassa lean-rakentamista koskevassa tutkimushankkeessa, mutta käytäntöön asia alkoi realisoitua vasta, kun laivojen korjaamisessa saatuja oppeja alettiin siirtää Suomen korjausrakentamiseen. Sittemmin tahtituotantoa on otettu käyttöön erilaisissa projekteissa. Nyt eletään tilanteessa, jossa sovelluskohteita tulee lisää, mutta uhkana on samalla tahtituotannon käsitteen muuntuminen eräänlaiseksi yleistermiksi tarkasti suunnitellulle, tasaisella nopeudella etenevälle tuotannolle, jossa ei kuitenkaan ole riittävästi varsinaisen tahtituotannon piirteitä.
Tahtituotannon ja tahdistetun tuotannon erot
Rakentamisessa on käytössä erilaisia aikataulun suunnitteluperiaatteita ja esitystapoja, ja myös tahtituotannosta on erilaisia versioita, joista saatetaan käyttää hämäävän samanlaisia termejä. Kansainväliset tahtituotantomallit TTP ja TPTC muistuttavat monelta osin suomalaista tapaa ohjata tuotantoa paikka-aikakaaviolla; työmaa jaetaan lohkoihin ja niiden työvaiheita johdetaan paikka-aikakaaviolla käyttäen Flowline- tai Line of Balance -esitystapoja. Tästä syystä suomalaiset opit paikka-aikakaaviosta ovatkin olleet kysyttyjä myös kansainvälisissä lean-piireissä, jonne mm. Olli Seppänen on niitä ansiokkaasti vienyt.
Jotta paremmin ymmärrettäisiin, mitä uutta tahtiaika tuo nimenomaan suomalaiseen rakentamiskulttuuriin, sitä on verrattava juuri paikka-aikakaavioon. Voidaan perustellusti sanoa, että paikka-aikasuunnitelma, josta tehtävien väliset puskurit on poistettu, on eräänlaista tahtituotantoa. Tällä metodilla Suomessa on aikaisemminkin toteutettu korjauskohteita, jolloin metodia kutsuttiin toistuvaksi tilakorjaukseksitai solutuotannoksi (Rakennuslehti 28.10.2020). Jos tahtituotannolla tarkoitetaan selkeästi uudenlaista tuotantometodia, erot suomessa jo perinteisesti sovelletun paikka-aikasuunnittelun ja tahtituotannon välillä on syytä tunnistaa.
Vaikka paikka-aikasuunnittelussa sijainti on tärkeä tuotantotekijä, tehtävien pääasiallisena suunnitteluperusteena ovat yksittäiset tehtävät ja niiden resurssit. Tehtävät koostuvat normaalisti yhdestä tehtävänimikkeestä; väliseinätyö, sähköputkitukset, tasoitus jne. Niille vedetään omat viivansa, jonka kaltevuuskulma kuvaa etenemisnopeutta.
Tahtituotannossa taas tärkeintä on varmistaa töiden yhtäjaksoinen eteneminen kussakin työn alla olevassa tilassa. Vaikka tahtituotantokin yritetään organisoida yhden työryhmän suorittamiin työpaketteihin, niihin niputetaan usein myös eri työryhmien tehtäviä, kuten taloteknisiä asennuksia. Resurssimäärää käytetään keinona säätää työpakettien pituutta. Usein tiettyä määrää yliresursointia ei voida välttää, jolloin joko hyväksytään resurssien jonkin asteinen joutokäynti tai käytetään tahtijunaan kuulumattomia töitä varamestoina. Myös työnjakoa, tekotapaa ja suunnitteluratkaisuja voidaan kehittää, jotta tahtijuna saadaan kulkemaan tasaisesti.
Tahtituotannossa pyritään siis siihen, että nk. tyhjää mestaa ei ole, vaan työt etenevät työkohteissa välittömästi edellisen päätyttyä. Tässä se eroaa paikka-aikasuunnittelusta, jossa pyritään yksittäisten tehtävien sujuvaan etenemiseen ja tyhjiä työkohteita käytetään puskureina sen varmistamiseksi.
Perinteisessä tuotannonohjauksessa tehtävien suunnittelu- ja ohjaustarkkuus on viikko. Toteutumat tarkastetaan ja aikatauluja päivitetään viikon välein aikataulu- ja urakoitsijapalavereissa. Tahtituotannossa tämä on aivan liian pitkä aika, koska tahdin pituuden tulisi olla 1-2 päivää. Tahtituotannossa täytyy elää päivittäisjohtamisen maailmassa, koska tuotantojuna ei kestä yhdenkään päivän jäämistä aikataulusta. Pitemmät tahtiajat alkavat kätkeä sisäänsä puskureita ja tuotanto ”valuu” kohti normaalia, vaikka se olisi tarkastikin suunniteltu.
Työnsuunnittelun tarkkuuteen liittyy myös suunnittelualueen, tahtituotantoruudun, koko. Jotta tuotanto on tehokasta, ruudun pitää olla mahdollisimman pieni. Se on tyypillisesti yksi asunto, kylpyhuone, hotellihuone tai toimistohuone. Tahtituotanto perustuu toistoon, joten alueiden tulee olla työmäärältään riittävän samansuuruisia, jotta ne pystytään tekemään määrätyssä tuotantovauhdissa. Jos aletaan puhua puolen kerroksen, koko kerroksen tai vielä suuremman kokoisista alueista, kyse on enemmän perinteisestä tahdistetusta tuotannosta.
Paikka-aikakaaviossa varaudutaan siihen, että tehtävät eivät etene täysin suunnitellulla nopeudella varaamalla tehtävien väleihin puskureita, jotka varmistavat, että seuraava tehtävä pääsee alkamaan ja etenemään häiriöttä. Tämä pidentää kokonaisaikaa tahtituotantoon verrattuna, jossa vastaavia puskureita ei varata, vaan tehtävät pannaan tietoisesti alkamaan välittömästi mestan vapautuessa. Tässä noudatetaan leanin yhtä johtamisperiaatetta, jonka mukaan ongelmat pakotetaan esiin, jotta ne voidaan ratkaista. Tahtiaikataulussa voidaan kyllä varautua riskeihin puskureilla, mutta se on yhteinen aikavaraus kaikille työpaketeille esimerkiksi ”tyhjinä” vaunuina sopivissa vaiheissa prosessia. Yhteisellä varauksella halutaan korostaa, että poikkeamia aikataulusta ei hyväksytä minkään tehtävän osalta.
Oikea termien käyttö on tärkeää
Tahtituotanto on siis selkeästi uusi tuotannon ohjausmetodi, joka soveltuu parhaiten riittävän samanlaisina toistuviin tiloihin tai rakennusosiin. Se ei ole yleisaikataulun suunnittelumetodi muulloin kuin poikkeustapauksissa. Tahtituotanto voi olla vain yksi viiva yleisaikataulussa, joka sitten puretaan tarkalle tasolle omassa tahtiaikasuunnitelmassa. Toistuviin moduuleihin perustuva, tarkasti ohjattava tuotantomalli tarjoaa otollisen maaperän sähköisten apuvälineiden käytölle, koska kerran tehtyä tilakohtaista työsuunnitelmaa on helppo monistaa eteenpäin.
Suomessa paikka-aikakaavio on jo vakiintunut tuotannon ohjausmenetelmä, joka seisoo omilla jaloillaan. Sen soveltamisessa riittää edelleen parantamista ja tarkentamista. Olisi hyödyllistä varata tahtituotannon käsite kuvaamaan meille aidosti uutta tarkoin suunniteltujen tilakohtaisten työpakettien toistoon perustuvaa ohjausmetodia. Jos käsitteet eivät ole selkeitä, ja tahtituotannon suunnittelussa ja toteutuksessa aletaan oikoa mutkia, menetelmän potentiaali jää hyödyntämättä. Eri aikataulumenetelmille on omat parhaat soveltamisalueensa ja niiden käyttö tulee suunnitella työmaan tavoitteista ja ominaispiirteistä lähtien. Siinä menetelmävalikoimassa myös tahtituotanto ansaitsee oman, muista erottuvan paikkansa.
Kirjoitus perustuu lean-rakentamista käsittelevän kirjan käsikirjoitukseen, joka julkaistaan keväällä 2021 RIL:n kustantamana. Kirjoittaja, tekniikan tohtori Juha Salminen on johtava konsultti Salmicon oy:ssä. Hän työskenteli aiemmin tahtituotannon kehittäjänä Constissa.












































Tätä artikkelia ei ole kommentoitu
0 vastausta artikkeliin “Asiantuntijalta: Mitä uutta tahtituotanto tuo rakentamisen tuotannonohjaukseen?”